




Laatste Artikelen
Vind het wiel niet opnieuw uit
- December 13, 2023
- 0
De Unix-wereld kent talloze programma’s met gespecialiseerde taken. Voordat je zelf software begint te schrijven, loont het de moeite om uit te zoeken of je niet gewoon bestaande software kunt...
Meer artikelen
Tcsh voor beginners
- December 12, 2023
- 0
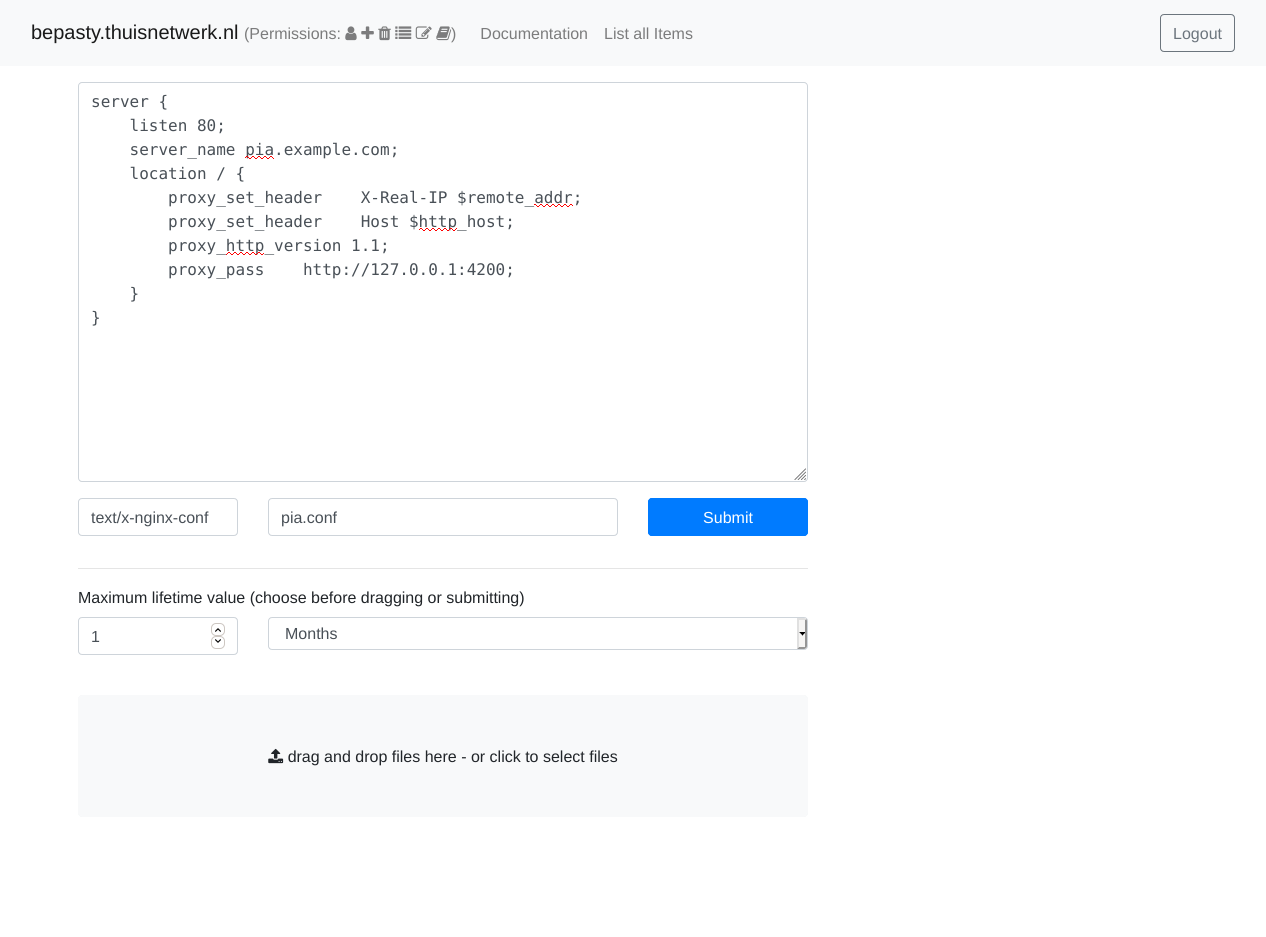
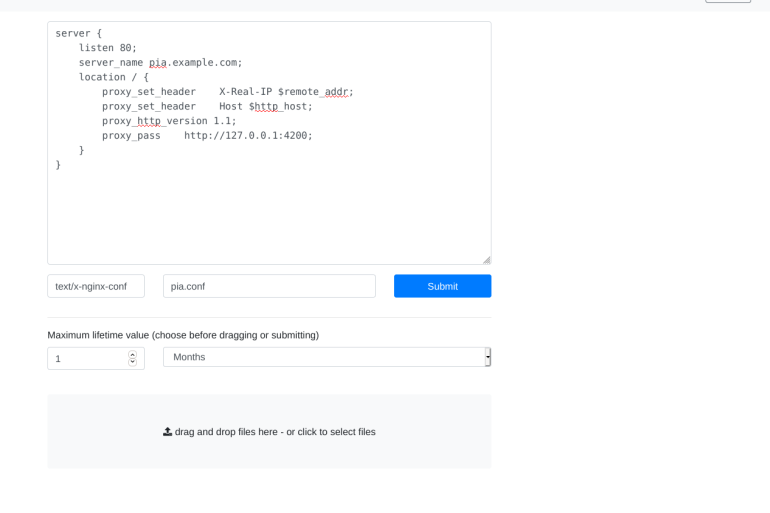
Maak je eigen pastebin en upload-service met Bepasty
- December 11, 2023
- 0

Raspberry Pi distro’s: Er is meer dan Raspberry Pi OS onder de zon!
- August 21, 2023
- 0
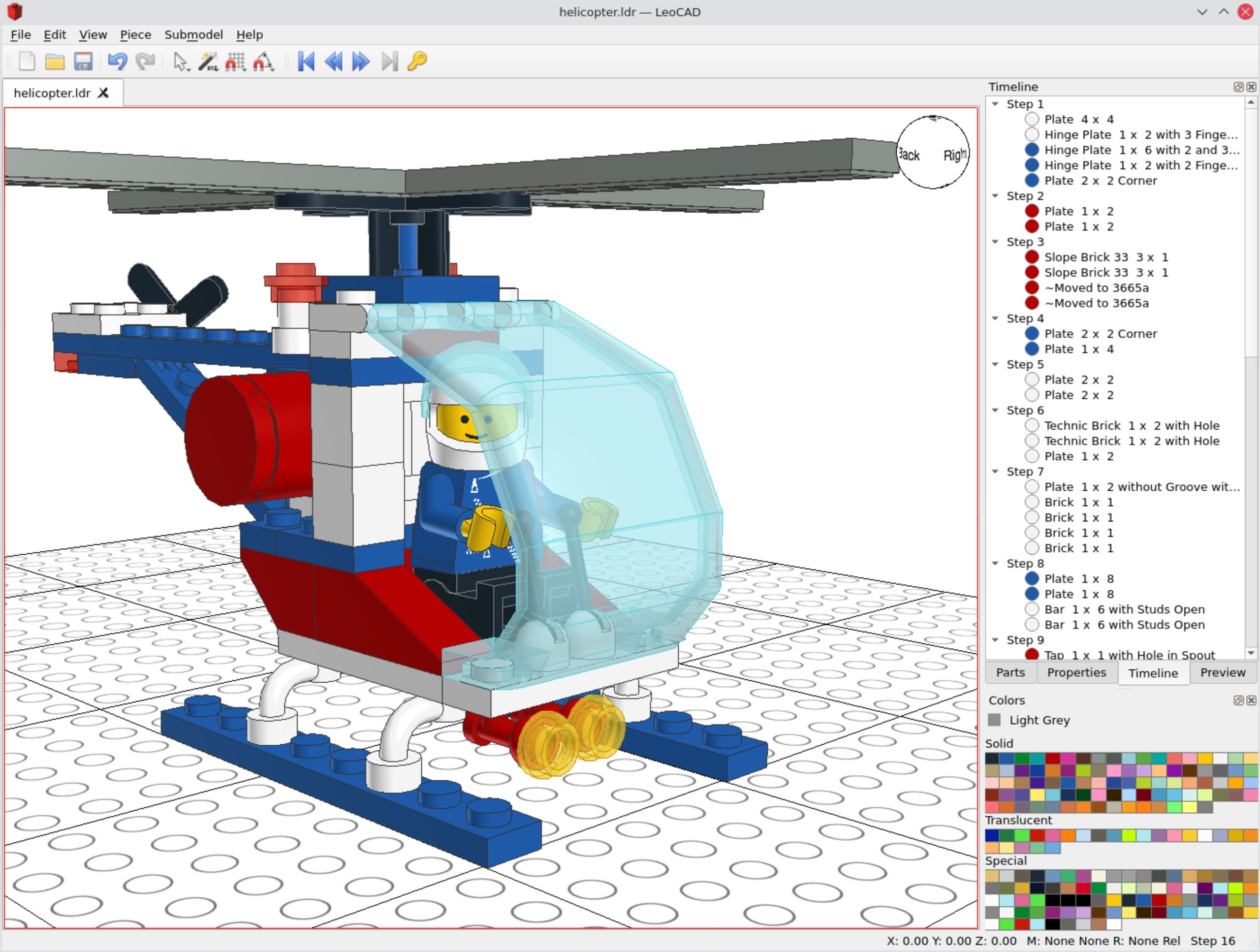
LeoCAD: bouwen met LEGO
- August 21, 2023
- 0



Laatste Nieuws

Help us to complete the Open Source Global Spotlight Survey
- April 18, 2024
- 0
Now in its third year, the World of Open Source Global Spotlight Survey continues its exploration into adoption, participation, and challenges of open source. This year focuses on the use/consumption...
Meer Nieuws
Vind het wiel niet opnieuw uit
- December 13, 2023
- 0

Tcsh voor beginners
- December 12, 2023
- 0
LibreOffice 7.6.4 Office Suite beschikbaar
- December 11, 2023
- 0
